-
Reduce your Premium Freights!
We help you, Compare Customer Order Evolution Create realistic Long Term Forecast based on Car Volumes Level Production Plan based on Long Term Forecast Create a realistic Long Term Forecast for your Suppliers which leads to reduction in Premium Freights.

COCKPIT - FORECASTING & ANALYTICS
-
Reduce your Inventory!
We help you, Set realistic Inventory Targets Fine tune & correct Customer Demands Level Production Plan based on Demands & Inventory Targets Monitor the Target vs. Real which avoids Short & Excess stock, leading to inventory reduction.

COMPASS - SUPPLY CHAIN PLANNING
-
Increase your Productivity!
We help you, Automatically schedule the daily Production Plan Monitor the Production Plan vs. Realized in real time Utilize Personnel in the best way to meet the Production Schedule which leads to increase in your Production Efficiency.
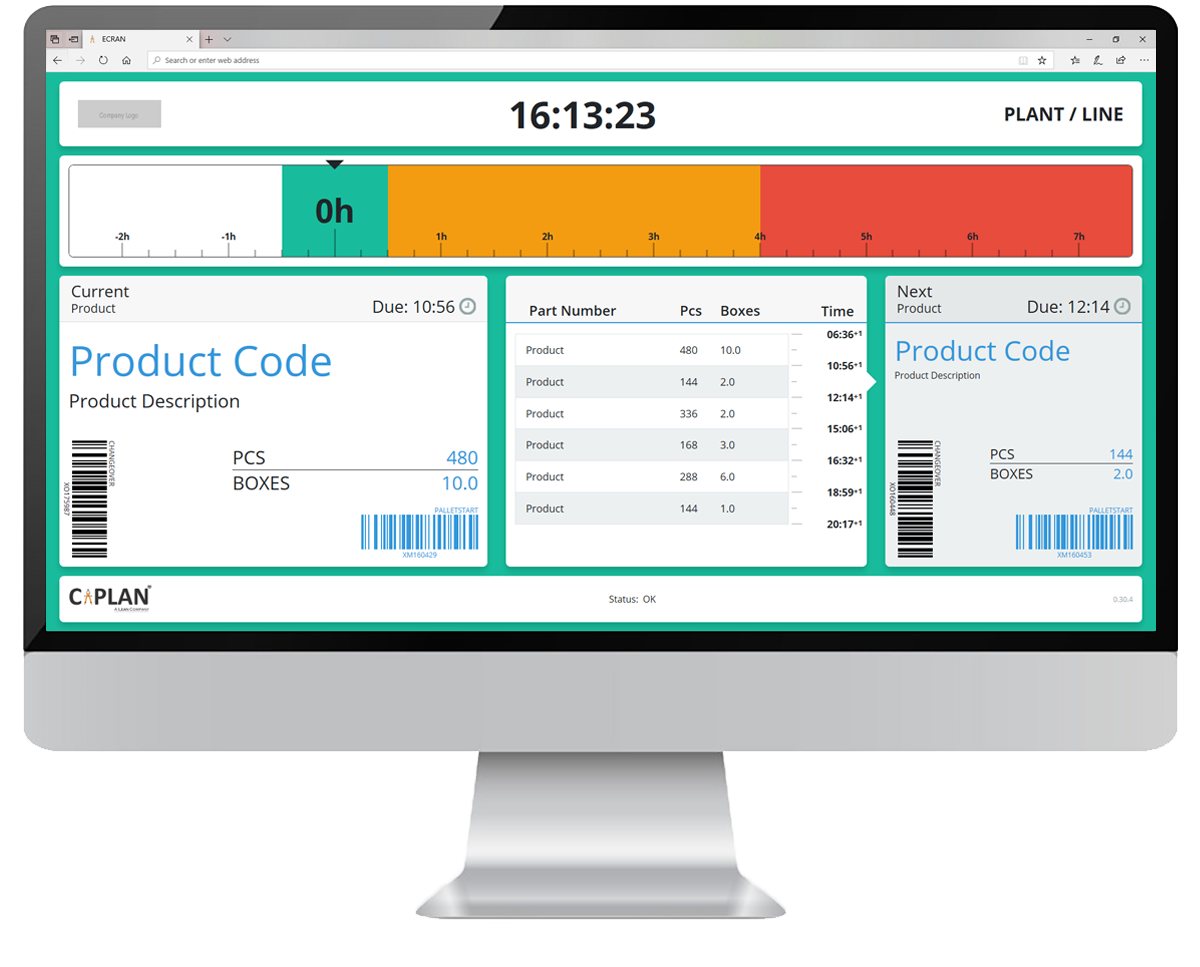
ECRAN - MANUFACTURING EXECUTION & MONITORING